
Tower has you covered
We operate a global network ensuring availability and easy access to our products and cold chain technology for all customers. Global inventory management, supported by local conditioning and dispatch, means our containers are readily available wherever customers are located.

Ensuring product integrity for your patients
Tower delivers proven physical and temperature protection for pharmaceutical and life science products. Our containers are designed to perform in all supply chains, regardless of the transport type or environment. The innovative internal and external structural design of our containers means your products will be transported without the need for in-transit manual intervention.

Delivering pharmaceuticals to patients when and how they need them.
Data downloaded from over 15,000 shipments has demonstrated fewer than 0.1% temperature excursions on average, a vital indicator in the maintenance of the cold chain. We achieve this by providing a reusable container that delivers the correct performance for every shipment. Our team focuses on delivering a consistent customer outcome whatever the location.

Efficient and effective results for our global customers
All players in the cold chain have a role to play in sustainability. We see ours as providing a reusable, cost-effective solution that contributes to customers’ circular supply-chain ambition. Customers value our long-term lease containers and supply-chain flexibility.

Product testing
Tower containers are designed to be used all year round to all destinations using one packaging instruction – avoiding extra levels of complication and uncertainty within either validation or operational control.
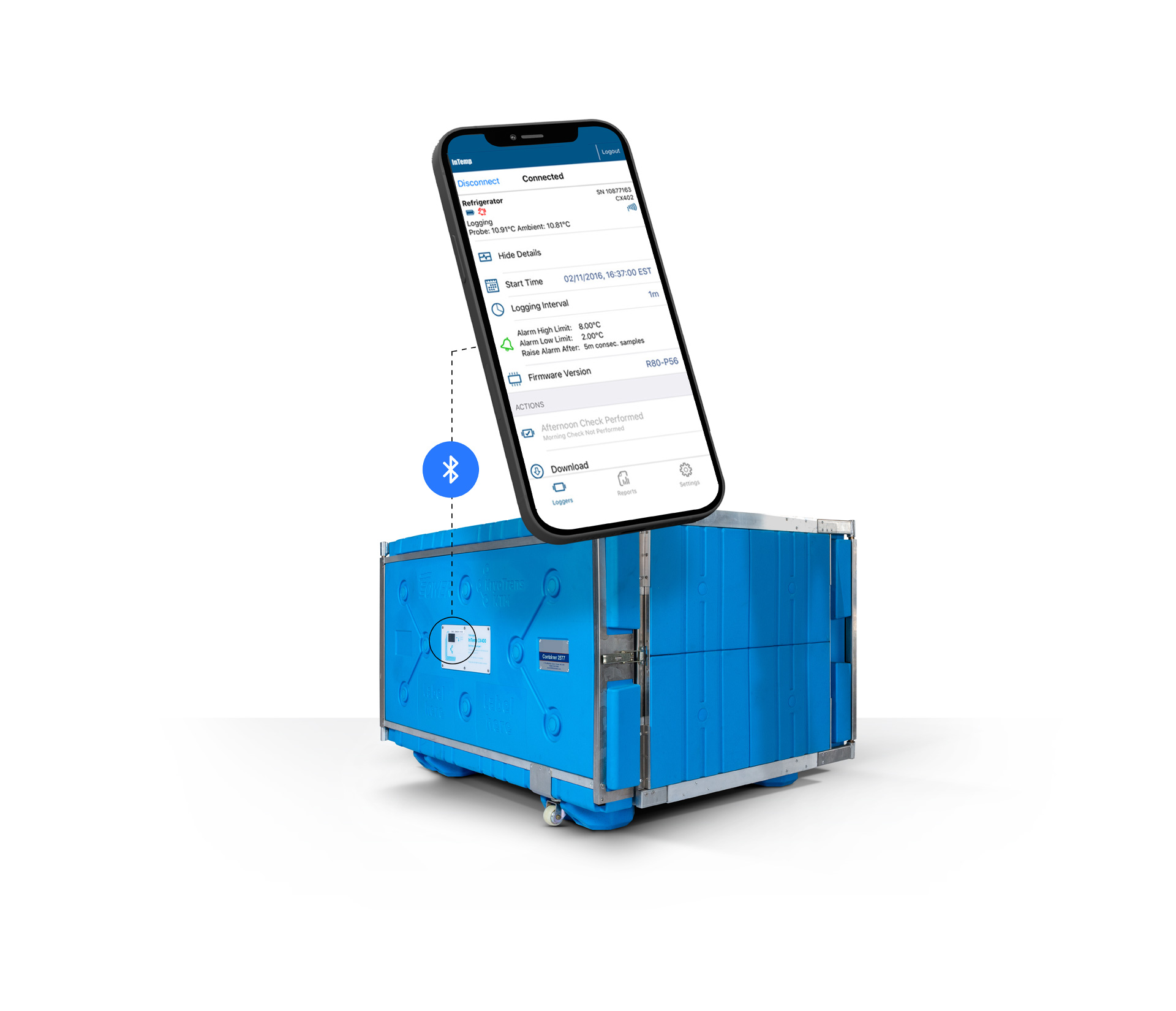
Cold chain technology
Data loggers are built into all Tower containers, logging internal temperatures from -95°C (-139°F) up to 50°C (122°F). Users can get text or email notification of temperature excursions, as well as automatic data downloads throughout the transit (in-flight excluded) from loggers within range of the CX Gateway device. The loggers are built to FDA, USP, EU and WHO standards.
Delivering value through customer-focused innovation
Tower incorporates innovation through design to meet the regulatory demands of the pharmaceutical supply chain. Our patented design technology meets the GDP requirements of our customers and exceeds the temperature-control demands of the pharmaceutical industry.
Our expert teams work closely with our customers, realising their requirements and how we can address emerging needs. Tower collaborates with stakeholders to identify challenges across a supply chain and to deliver customer-focused innovation.
Find the right cold chain solution for you
Explore our range >






